

数控机床正常运行除了必要软硬件外,还需要诸如系统参数、刀具及坐标系偏置数据、螺距误差补偿数据、跟踪误差、运动坐标、主运动和进给速度、PMC 信号状态等动静态数据。目前国内大部分企业对机床运作时的状态监控和动静态数据采集管理仍然停留在单机在线或方式阶段,没办法实现集成管理,从而形成了信息化孤岛。随着工业化进程的推进,对设备做信息化统一集中管理乃至对机床工作状态进行实时监控的重要性逐步被人们认知,而计算机网络技术的发展尤其是现场总线以及
图1 为FANUC 系统数字控制机床网络集成系统构架,它最重要的包含以下几个部分。
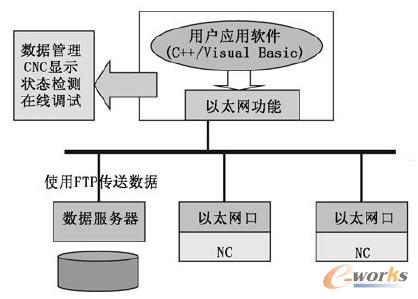
(2) 使用Microsoft Visual Basic 或者VisualC+ + ,配合FANUC 提供的FOCAS2 (A02B‐0207‐K737)应用程序接口(API)进行自主编程。软件功能包括机床数据管理(如NC 程序、系统参数、宏变量、刀具偏置、工件坐标系偏移、螺距误差补偿等数据的读写及管理) 、CNC 显示(如主轴和进给轴多个方面数据显示、加工时间、刀具信息、坐标数据) 、状态监测(如梯形图顺序程序、机床信号、进给轴及主轴波形信号、操作及报警履历) 、在线调试(如融合FANUC LADDER和SERVO GUIDE 进行在线PMC 和伺服调试)等。
计算机是以太网软件的运行服务器同时可担任机床数据的数据服务器,应具备以太网卡及满足要求的系统配置,同时应具有Windows 自带的IIS 或者第三方的Serv‐U 等FTP 服务软件。
数据服务器视系统规模大小可单独或与系统主机共用计算机,基本功能是存储和管理机床上传的各种数据。
多台数字控制机床可通过以太网连接到系统主机和数据服务器,机床应具备并开通必要的以太网功能和硬件。
FANUC 0i - D 系列中的0i - MD/0i - TD 系统都标准配置有支持100Mb/s 的内嵌式以太网。将CNC 与电脑连接起来,即可进行NC 程序的传输、机械的控制和运作时的状态的监视、机械的调整和维护。其基本功能包括:
(1) 基于FTP 传输功能的NC 程序传输,可通过CNC 画面的操作来传输NC 程序。电脑侧使用FTP服务器软件,所以,可以与Windows 环境以外的主机一起传输NC 程序。
(2) 基于FOCAS2/Ethernet 的机械控制和监视,可利用i CELL 和CIMPLICITY 创建进行机械控制和监视的系统。此外,可以直接用FOCAS2/Ethernet功能,创建独特的应用软件;也可通过CNC 主导信息通知功能,利用NC 程序或者梯图程序发出的指令,从CNC 自发地向电脑的应用程序发送通知信息(CNC/PMC 数据) 。
(3) 可以在线进行基于FANUC LADDER‐ Ⅲ 以及SERVO GUIDE 的机械调整和维护、梯图程序的维护和伺服电机的调整。
FTP 传输功能可使用Windows 自带的IIS 或者第三方的Serv‐U 等FTP 服务软件。而顺序程序调试和伺服调整可利用FANUC 专用工具,通过以太网连接方式对数字控制机床进行在线调试与干预。因此数字控制机床网络集成系统开发的技术难点和关键点是控制和监视以太网软件,当然FANUC 提供标准软件CIMPLICITY,但由于价格昂贵和系统规模要求适应性问题,一般选择使用Visual Basic 或者Visual C ++自主开发基于FOCAS2/Ethernet 功能的用户软件。
口函数库,通过调用这些标准函数就可以实现计算机与数控机床之间的信息交互。例如通过Read the nameof controlled axis and spindle name 函数读取控制轴和主轴名称;通过Set origin/preset relative axis position函数设置原点/预设相关坐标位置等。在使用Visual Basic 或者Visual C + + 编程时需作如下初始化设置: ① 将FOCAS1/2库函数Fwlib32. dll 、Fwlibe1.dll 、Fwlib32 .lib 及头文件Fwlib32 .h 复制到工程文件夹中;② 点击程序“工程”菜单后出现“设置”子菜单,再次点击后出现设置对话框,选择“Link”标签,在“对象/库模块”中输入库文件名“Fwlib32 .lib” ;③ 在实现类文件( .cpp)中包含头文件Fwlib32.h 。
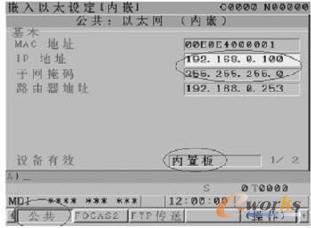
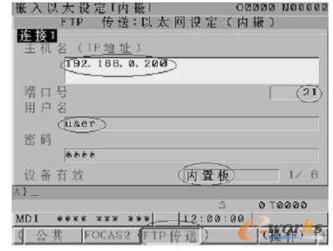
FANUC 的以太网功能主要是通过TCP/IP 协议实现,使用的时候在CNC 系统上只需设定CNC 的IP 、TCP 和UDP 端口等信息即可。以太网、内嵌式以太网和PCMCIA 的设定方法一样,下面以内嵌式以太网的设定方法为例进行说明,具体操作方法如下:首先将20号参数改为5;按SYSTEM 公共键,系统IP 地址的设定画面如图2 所示,当系统与一台以上机床连接时,需要填写路由器地址,如不需要,则不用填写;按下FOCAS2 键,进行FOCAS2 的设置,TCP 设定为8193 ,UDP 一般设定为8192,时间间隔一般设定为10 ;按下TCP 传送键进行TCP 传送设定,输入主机IP 地址和主机设定的用户名和密码,端口号和主机一致设定为21 。[FTP 传送]画面如图3 所示 。
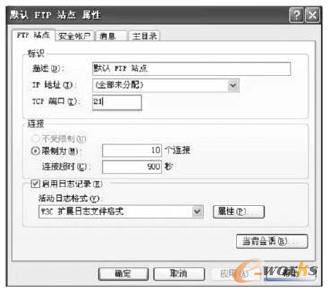
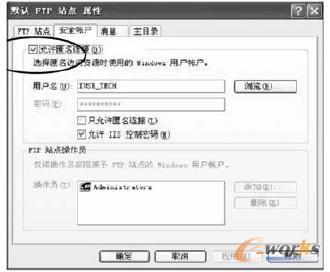
在Windows XP 下使用FTP 服务能够正常的使用Windows XP 自带的IIS(Internet Information Server) ,也能够正常的使用其他的第三方软件。下面介绍使用IIS 进行设定的方法:打开“控制面板 管理工具 Internet 信息服务” ;展开目录树,右键单击默认FTP 站点,打开属性页面;单击“FTP 站点”选项卡,在此页面设置端口号,通常默认端口是21 ,不用修改,其他都能够正常的使用默认值。IIS 端口和连接设置如图4 所示。安全账户的设定如图5 所示,安全帐户选项卡页面不用修改。另外,此处的用户名是为匿名访问FTP资源而建立的Windows 系统帐户,不要随意修改。如需要自定义登录FTP 服务器的用户名和密码,可在“控制面板AE 用户帐户”中添加。使用IIS 做FTPServer 时,能登录Windows 的帐户都可以访问FTP资源。另外,IIS 还提供了匿名访问功能,登陆用户名为Anonymous ,密码为任意字符串,推荐使用。
随着工业化进程的推进,对数控设备做信息化统一集中管理乃至对机床工作状态进行实时监控的重要性逐步被人们认知。JCSDNC 是北京机床研究所研制的新一代数字控制机床联网系统,在传统的DNC 系统上增加了设备状态采集、车间工况数据采集和生产数据交换功能,其联机数量可以扩展到256 台数控机床;CAXA DNC 是北京数码大方科技有限公司开发的分布式数控管理软件,系统底层数据使用MS SQLServer 数据库,理论上对接入机床的数量不加限制 。制造企业也可根据生产规模和管理具体需要开发对自己最合适的数控机床集成管理系统。


 电话
电话
 手机
手机
 地址
地址
 传真
传真